这次通商软件来讨论电子产品流水线的MES方案。
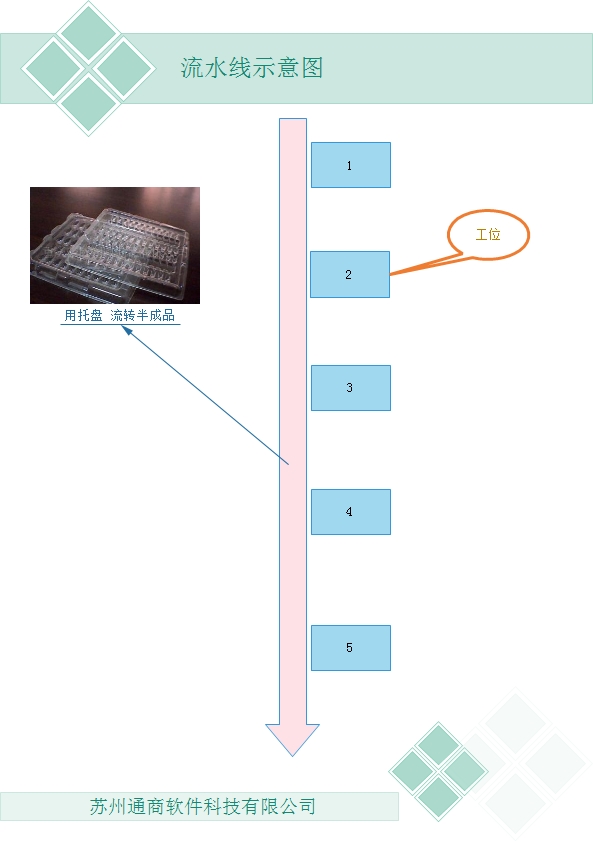
我们常见的流水线,如下图
 您的流水线需要满足:
您的流水线需要满足:
- 产品个头比较小,要用托盘装,用托盘流转。
- 一个工位代表一个员工(手工),或者一台自动设备,或者员工配设备。
- 流水线生产。
- 严格根据计划数量生产。
如果可以满足上述条件,可以继续了。
计划部排当日生产任务
首先我们需要每天上班前给当天每个工位分派任务。任务的内容包括做什么(工单),计划数量,员工和设备四个要素,其中设备和员工二选一或者全选。
在“生产计划”页面内操作。

上述图例中,表格每一行代表一个工单,也就是一个订单的生产计划。当然,也可能只代表一天的生产计划。
重复一下:每天上班时将每个工位的计划数量,员工,设备确定下来。
在每个托盘上带条码
如何在托盘上有条码,目前有这么几种,系统上都可以支持:
- 每次临时贴上去,由系统输出条形码。
- 托盘上本身就带,需要由托盘的供应商在供货的时候就带。同样的,托盘也需要出货给客户,且不能重复利用。
系统输出条形码

每个工位产出一个或者若干个(一组)就扫码
如果说计划代表着工序开始,那么扫码就代表工序的一个结束。一个开始对多个结束(多个托盘)。每个工位都需要配备条形码识别装置。
考虑扫速度,我们可以用条码枪,PDA,固定的条形码识别器


如果用条形码识别器,由于它没有显示设备,系统只能默认托盘内的产出数量固定且全部合格(自测的)。这对现场管理有一定要求。
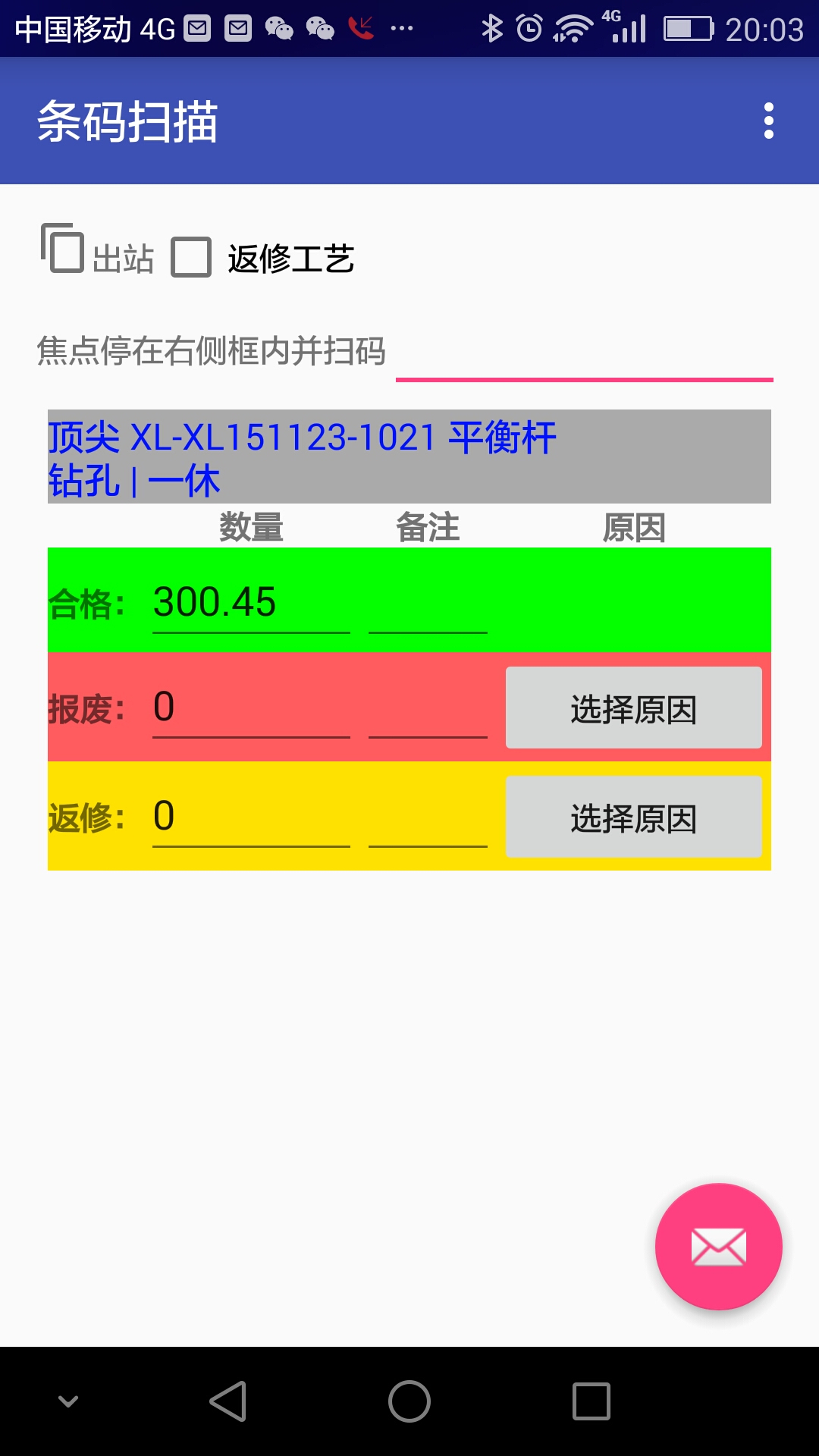
如果用手持的PDA,它一般能显示一些内容让员工确认。如下图,它会显示托盘的产出结果:合格数量,报废数量,返修数量,甚至愿意,都是可修改,最后确认的。实际的情况是,如果生产速度比较快,并且合格率有相当的保障,可以用条形码识别器+少量的PDA作为辅助。